Gap plutitor
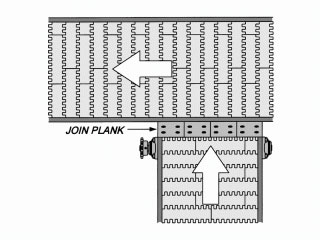
La adoptarea benzii transportoare pentru mișcarea de întoarcere.secțiunea arcului transportorului se va îmbina cu transportorul drept, iar ambele capete ale secțiunii arcului trebuie ghidate spre dreapta, iar apoi transportorul va funcționa fără probleme.
Raza interioară necesită cel puțin 2,2 ori lățimea benzii transportoare.
STL1 ≧ 1,5 XW sau STL1 ≧ 1000 mm
O singură rotire nu se limitează la 90°;trebuie să respecte limitarea razei de viraj și să facă proiectarea de la 15°, 30°, 45°, 60°, 75°, 90°,.... la 360°.
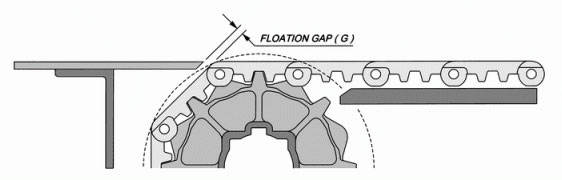
Tabelul de referință dimensional al spațiului flotant (G)
| unitate: mm | ||||
| Serie | Grosimea centurii | Diametrul pinionului (PD) | Numărul de dinți | Decalaj flotant (G) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4.5 | ||
| 196 | 12 | 4.0 | ||
| 260 | 16 | 3.0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38,5 | 12 | 0,3 | ||
| 76,5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0,5 | ||
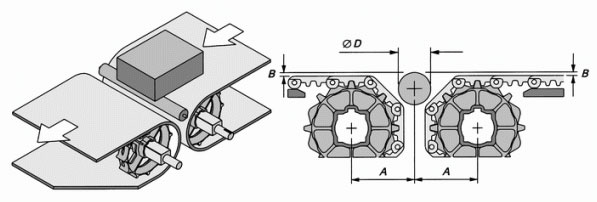
Placă Moartă
Vă recomandăm să adoptați oțel carbon cu o grosime de peste 5 mm, oțel inoxidabil sau oțel aliat cu duritate mare etc. ca material pentru fabricarea plăcii moarte.Este important să se țină seama de fiecare decalaj al poziției de transfer, pentru a face ca produsele de încărcare să treacă fără probleme prin poziția de transfer.
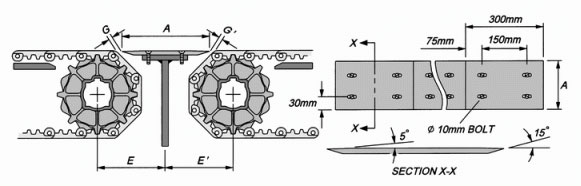
Vă rugăm să consultați capitolul Dimensiunea de bază în Specificațiile de proiectare pentru a obține valoarea C și consultați decalajul flotant din acest capitol pentru a obține valoarea G, apoi utilizați formula de mai jos, rezultatul calculului va fi dimensiunea reală a decalajului flotant.
FORMULĂ:
E = CX 1,05
A = ( 2 XE ) ( G + G' )
Specificația de proiectare a transferului lateral
În general, aplicația de transfer la 90 de grade este utilizată în mod obișnuit al procedurii de transport integrale.Vă recomandăm să adoptați cureaua de întoarcere HOMGSBELT;vă poate face să utilizați spațiul în mod flexibil.
Dacă spațiul din fabrică nu este suficient de mare pentru raza minimă de rotire a curelei de întoarcere HOMGSBELT, este necesar să se adopte designul de transfer lateral în cadru pentru a rezolva această problemă.
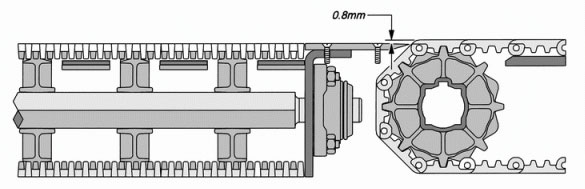
Role auxiliare
Pentru proiectarea poziției de transfer între două transportoare, dacă partea inferioară a produselor de încărcare este plată și lungimea sa este de peste 150 mm, cu excepția plăcii moarte, se poate folosi și rola de transfer auxiliară pentru a ajuta banda transportoare pentru a obține un transfer neted și mai bun. mișcare în timpul funcționării.
Specificația de proiectare a rolelor de transfer auxiliare în poziția de antrenare/rele
| unitate: mm | ||||||
| Serie | Grosime (centru) | Diametrul pinionului. | Numărul de dinți | A (min.) | B (min.) | D (max.) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38,5 | 12 | 28 | 15 | |||
| 76,5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
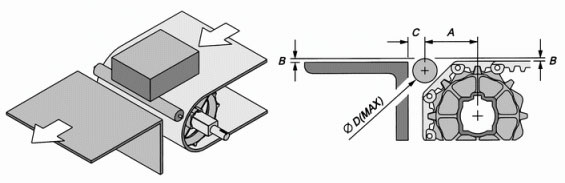
Specificația de proiectare a rolelor de transfer auxiliare în transferul platformei
| Unitate: mm | |||||||
| Serie | Grosime (centru) | Diametrul pinionului. | Numărul de dinți | A (min.) | B (min.) | C (min.) | D (max.) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38,5 | 12 | 24 | 12 | 9 | |||
| 76,5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
Dispozitiv de ghidare
Când se folosesc plăci moarte sau role de transfer auxiliare pentru poziția de transfer a sistemului de transport, pentru diferența de viteză liniară sau forța centrifugă, produsele vor fi aruncate afară sau se vor abate de la poziția centrală a benzii.Deocamdată, este necesară instalarea dispozitivului de ghidare pentru a ajuta produsele să treacă fără probleme prin poziția de rotire și în zona efectivă de transport.
Specificația de proiectare a rolei de ghidare
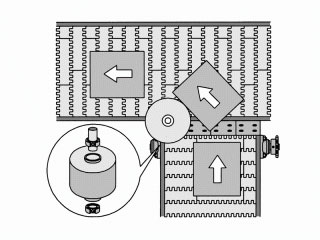
Rolele de ghidare sunt de obicei realizate din material metalic.Raza sa de ghidare este de aproximativ 1/4 din lățimea efectivă a centurii.Dacă produsele de încărcare sunt necesare pentru a spori frecarea, ar trebui să adopte materialul de cauciuc sau PVC pentru a înveli suprafața rolelor de ghidare.Este potrivită în special pentru încărcarea mare sau grea a produselor de transport.Utilizarea rulmenților cu bile pentru rola de ghidare poate face ca rola să se rotească mai lină.
Specificația de proiectare a șinei de ghidare
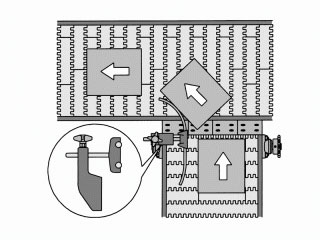
Majoritatea dispozitivelor de ghidare sunt de obicei realizate din material plastic cu frecare mai mică, cum ar fi UHMW, HDPE și așa mai departe.Poate fi proiectat în mai multe forme sau aspect pentru cerințele de instalare.Șinele de ghidare sunt adecvate pentru încărcarea de dimensiuni medii sau miniaturale a aplicației de transport.Șinele de ghidare sunt, de asemenea, realizate din material plastic cu frecare mai mică.Producătorii pot oferi multe șine de ghidare în tot felul de forme pentru cerințele clienților.
Când sistemul transportor adoptă placa moartă sau rulmentul auxiliar de la un transportor la altul la un unghi de 90 de grade, combinarea rolelor de ghidare cu șinele de ghidare va face procedura de transport mai lină și mai ușoară.
Vă rugăm să acordați atenție dacă produsele ar lovi șina de ghidare exterioară din cauza forței centrifuge atunci când cureaua merge la punctul de cotitură sau dacă depășesc intervalul efectiv de transport al curelei și ar duce la acumularea produselor și blocarea liniei de producție.În general, lățimea efectivă a benzii trebuie să fie mai mare decât lățimea maximă a produselor de încărcare.